

卧式石笼网机生产工艺完善且高效,包含原料预备处理、自动化技术编制、裁切、机械设备协助拼装及全方位质量检验等各个环节,可以确保产品的高品质与可靠性,达到水利水电工程、边坡绿化等方面的个性化需求。
一、原料预备处理:严格把关品质根源
格宾网的品质起源于原料的选择与预备处理。生产中,不锈钢丝需要经过多层次检测和预备处理,保证后期生产加工顺利开展。操作步骤包含:
不锈钢丝挑选与检测:按照客户订单规定(如热镀锌、浸塑、锌铝材质),核查不锈钢丝的材质证明文档,重点对镀层/浸塑厚度与匀称度。应用涂层测厚仪在每一卷不锈钢丝的不同部位(两边、正中间)各选3个监测点,镀锌层厚度需达到80-120μm(热镀锌标准),浸塑层的厚度不少于0.8mm。若参考值小于规范,马上退还经销商。
抗压强度检测:根据拉力测试机检测不锈钢丝的抗拉强度,一般格宾网不锈钢丝需达到350-500MPa,保证使用时不容易破裂。
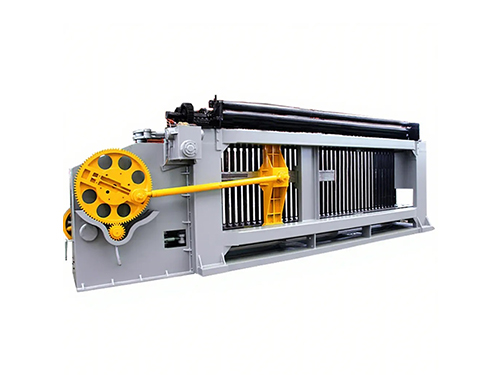
二、自动化技术编制:高效率的核心环节
编制是把不锈钢丝转化成格宾网半成品加工的核心环节。卧式石笼网机采用全自动编制技术性,兼具效率和精密度。实际流程如下:
参数设定:专业技术人员依据销售订单的网眼规格型号(普遍50×60mm、80×100mm、100×120mm),在设备控制系统中设置主要参数,包含经伟不锈钢丝的间距、编制速率(基本8-12米/min)、张力大小(依据钢丝直径调节,孔径2.0mm不锈钢丝支撑力设成15-20N)。
试织和调整:参数设定后,先试试织1-2米试品,用游标卡尺逐一测量网眼长、宽规格,保证偏差不超过±2mm。如果发现网眼稍大或比较小,立即调整设备的牵引轮转速比或不锈钢丝支撑力,直到试品达标。
宣布编制:机器自动将经伟不锈钢丝交叉式交叉,产生六边形或方形网眼(顾客支持定制网眼样子)。编制环节中,机器设备带有的监控摄像机会实时拍摄表面,如出现不锈钢丝破裂、漏编等诸多问题,设备会立刻关机报案,防止会产生大量的不合格产品。
三、裁切:达到多元化规格要求
编制完成格宾网呈持续成卷,每卷长短根据客户的设置(基本20-50米),卷径保持在0.8-1.2米,方便后续运送与裁切。裁切阶段需匹配订单网笼/格宾网箱规格,避免因为尺寸误差危害工程安装。具体步骤如下所示:
数控机床裁切:应用数控机床裁网机开展裁切,作业人员先把成卷格宾网固定于设备的放卷架子上,依据订单信息标准的钢丝网规格(如2×1m、3×2m,相匹配网笼的侧面、底边),在数控机床中搜索长短、总宽主要参数。设备会快速计算裁切部位,并且通过高精密激光定位,保证裁剪线挺直。
刀头与速度:裁切时,设备的刀头选用快速铝材质,切削速度达1.5米/秒,既保证了创口整齐,又能避免不锈钢丝边沿造成毛边。
质量检验与打磨抛光:裁切结束后,质检员用到卷尺核查一片钢丝网尺寸,偏差需保持在±5mm内(工程安装容许范畴)。与此同时,用打磨砂纸手工抛光钢丝网边缘细微毛边,特别是浸塑钢筋焊接网,若毛边割破浸塑层,用到专用型修补剂擦抹破损的地方,避免后期使用时锈蚀。
